





 環保造紙機
環保造紙機長網造紙機上整飾輥的選擇與安裝
長網造紙機上整飾輥的選擇與安裝:
整飾輥一般為平直正圓的空心網輥,非通軸式。輥體兩端用輪幅固定。
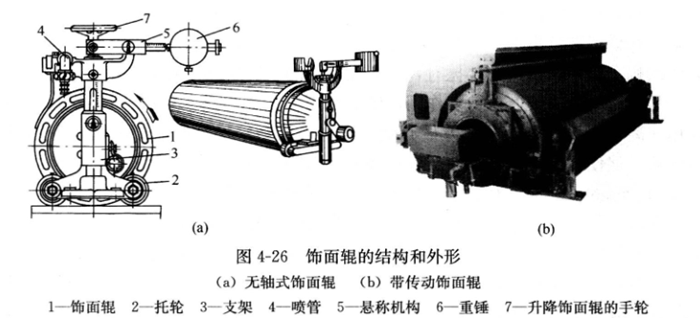
圖4-26為常用的無軸式整飾輥的組成和外形。輥體是一個套有銅網的螺旋形銅絲架,兩端設有端環和小托輪。整飾輥對濕紙幅的壓力可借杠杆重錘機構調節。在低速造紙機上,整飾輥被紙頁和網子所帶動。隨著造紙機變得更寬、速度更快,整飾輥的直徑和挺度增加,必須自帶驅動裝置以使輥速能與網速一致。在有些新型紙機上,整飾輥速度超過網速達5%,從而改善了紙頁勻度和表麵特性。為衝洗網麵,整飾輥上裝設有噴水管和噴氣管。
整飾輥的選擇合理與否對產品的質量有很大影響。其麵網通常都是平織網,要求有良好的透水性,網線比線形網線要適當細一些。根據所生產的紙種、造紙機的車速、成形網網寬及網目數來選擇合適直徑、麵寬及麵目數。
一般車速快、定量大的紙種,麵網目數選用適當小些以易於脫水,同時與成形網網目差距也不要太大。如書寫紙、雙膠紙一般使用50目左右的麵網,薄頁紙使用80目左右的麵網。如果麵網目數選擇過高,整飾輥脫水困難,在與成形網接觸間隙的出口處,漿水易被輥麵帶起。帶到麵網上的漿水經輥子回轉後甩到整飾輥後的漿麵上使紙產生透明點,並可能在紙上形成縱向“漿道子”及大量氣泡形成的孔眼。
整飾輥的直徑大小與紙的定量、車速有關。一般車速快、定量大的選用直徑大的為好,避免因直徑小,整飾輥回轉速度過快,在出口處形成負壓區,產生抽吸力,造成脫水困難,易帶起漿水或鼓泡,影響紙張勻度及造成紙病。根據經驗,轉數以100r/min為宜,以此來確定整飾輥的直徑。
整飾輥麵寬的選擇計算,一般按下麵的經驗公式:
b=bB+(50-100)
式中b—整飾輥麵寬,mm,bB—胸輥麵寬,mm。
整飾輥的安裝位置非常重要,一般將其放置在“水線”上。整飾輥在網麵上運行後,會造成水線伸長。同時整飾輥本身清刷輥麵的噴淋水會增加濕紙水分,故整飾輥一般放在兩組真空箱之間,並且後麵真空箱數量要多於前麵的數量,並適當提高真空伏輥的真空度或采取加強脫水措施,降低伏輥出口處濕紙水分。
對於新型大徑整飾輥,其下麵的自由網麵應與整輥直徑相等。整飾輥的安裝應使輥前有1/3的自由網麵和輥後有2/3的自由網麵。整飾輥位於第一吸水箱後,有時在最後一個真空案板箱後。為了使效果更好,整飾輥下的水分含量應為2%。
為了使整飾輥內具有容納多餘水的體積,已設計了新的雙層網整飾輥。即先包一層極粗的網,然後再包一層35-40目網,包網為螺旋形接縫,幾乎都用不鏽鋼材質製成。存於整飾輥網縫間的多餘水必須除去,一般是利用內部噴淋水。集水盤位於整飾輥的上遊側。盤底部有密封裝置以防止漏水。脫除的水要及時排走。大幅寬紙機上前後都有排水口。
{kind=link}