





 環保造紙機
環保造紙機各種造紙機壓榨部配置舉例
各種造紙機壓榨部配置舉例:
1、圓網造紙機的壓榨部
普通圓網造紙機一般隻配置一道主壓榨和一道托輥壓榨。主壓榨可以是單毯壓榨,也可以是雙毯壓榨。
老式的多圓網多缸紙板機在主壓榨前一般設有4-5道輥徑較小的預壓,線壓力由小逐漸增大。新一些的設計一般用一道真空預壓來代替4-5道預壓。在主壓後一般設2-3道正壓及反壓。一般預壓采用雙毯壓榨,其他壓榨采用單毯壓榨。壓榨輥的形式以溝紋輥為主,最後一道可以采用平輥以減少回濕。
2、低速長網造紙機的壓榨部
一般由2-5到各種形式的正壓榨、反壓榨和光澤壓榨等組成。前幾道起主要脫水和壓緊作用,最後一道或兩道是反壓榨和光澤壓榨,用以改善紙頁的表麵平滑度和減少兩麵差異。這種形式的壓榨部也稱為開放式直通壓榨。
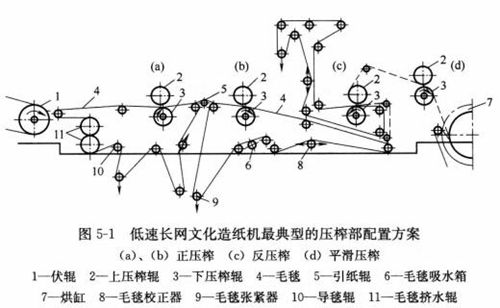
圖5-1所示的就是一台車速在200m/min以下的低速長網文化造紙機最典型的壓榨部配置方案。紙幅從成形部到壓榨部,在壓榨部各道壓榨之間的轉移以及從壓榨部到幹燥部均采用開放式人工引紙。該壓榨部由兩組正壓榨、一組反壓榨和一組光澤壓榨組成,習慣分別簡稱為一壓、二壓、反壓和光壓。每組壓榨都由上、下壓輥組成,一般下輥為主動輥,上輥為被動輥並配有加壓提升機構。前三組壓榨屬於脫水壓榨,每組壓榨都配有毛毯。每條毛毯都配有校正器、張緊器、毛毯洗滌裝置以及若幹導輥。為了引導紙幅按確定的路線運行,還配有引紙輥。
3、中速長網造紙機的壓榨部

新型中速造紙機的前幾個壓區通常由一組複式壓榨所替代,以適應車速較高時的封閉式自動引紙。圖5-46所示的含有三輥兩壓區複式壓榨加一道溝紋正壓榨的壓榨部配置就是一種典型的配置,適合生產普通文化用紙和瓦楞原紙的中速造紙機。
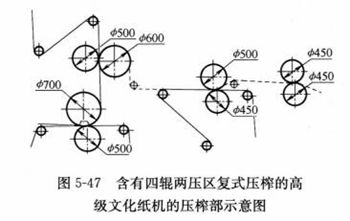
圖5-47所示的是一台250m/min的生產高檔文化用紙的壓榨部配置方案。該壓榨部包含四輥兩壓區複式壓榨、一道溝紋正壓榨及一道光澤壓榨,是目前中小型造紙機非常流行的一種配置。如果對紙頁的平滑度要求不是特別高的話,也可以取消光澤壓榨。
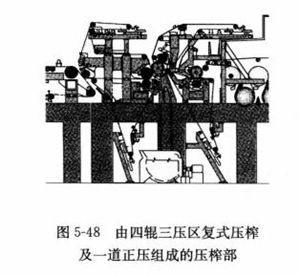
圖5-48所示的是一台生產高檔文化用紙的造紙機壓榨部的配置方案,也是目前中速造紙機常用的一種配置。該壓榨部共包含了四個壓區,前三個壓區為複式壓榨,最後一組為雙輥壓榨。第一個壓區配了上下兩條毛毯,還配置了真空吸移輥,從網部一直到第三個壓區為封閉式自動引紙。從第三壓區至第四壓區為開式引紙,因此在此處的樓下設置了損紙處理設備。如果是生產低定量塗布紙的話,可以取消最後一組雙輥壓榨。這時如果為了改善紙頁的兩麵平滑度的差別,有時還可以采用四條毛毯,即給複式壓榨的四根壓輥都配置一條毛毯,但是這樣三壓區的回濕量較大。
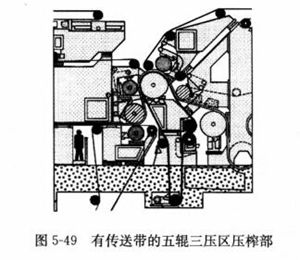
對於中高速長網造紙機也可以采用圖5-49所示的配置。整個壓榨部是由三根溝紋輥、真空輥和中心光輥組成的五輥三壓區壓榨。中心輥上配有傳送帶,壓榨部為全封閉引紙。
4.高速夾網造紙機的壓榨部
高速夾網造紙機一般采用其中包含靴壓輥的複式壓榨或封閉直通式壓榨。適用於文化造紙機的靴式壓榨有多種。是否是最適合的壓榨方式,取決於很多因素,例如新的設備還是改造的設備、紙的種類、車速要求、質量要求等。常用的含有靴壓的典型配置有以下幾類。
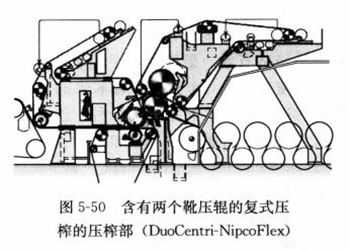
第一類是整個壓榨部由四輥三壓區靴式壓榨組成,如圖5-50所示。 Metso的SymPress B和 Voith的DuoCentri-NipcoFlex都屬於這一類。在第一個開式引紙前的第三壓區設置了帶有靴壓輥的四輥三壓區複式壓榨,並配有蒸汽箱。在金東紙業的1號紙機上就配置了這樣的壓榨部,生產定量60-84g/m2,車速達1500m/min以上,出壓榨後紙張的幹度達到52%。為了優化這一係統,在第一道壓榨的底輥也采用了一個小型的靴式壓榨。但是真空壓榨輥的機械性能對其效率有一定的影響。該壓榨部的優點有:適用於新的或改造的造紙機;第一個開式引紙前紙張幹度較高;適應高車速運行;顯著降低蒸汽用量。其缺點有:更高的車速時受限於開式引紙;沒有第四道壓榨的情況下紙張粗糙度兩麵差較大;與獨立壓榨相比一次性投資較高。
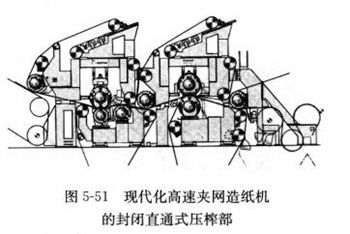
第二類應用於高速造紙機上的典型配置是采用兩道封閉直通式靴型壓榨, Metso的OptiPress和 Voith公司的 Tandem- NipcoFlex都屬於這一類,如圖5-51所示。這種配置的實例越來越多,封閉直通式壓榨由兩組靴式壓榨組成,並且均為雙毯壓榨。紙幅以直行的運行路線通過整個壓榨部,可以避免離心力對紙幅運行的影響。從網部到第一壓榨,從第一壓榨到第二壓榨,以及從第二壓榨到幹燥部的第一個烘缸都是通過真空吸移輥實現自動引紙的,實現了壓榨部的全封閉引紙。車速可以達2000m/min以上。
如果是生產低定量紙張,為了減少第二壓區的回濕,還可以把圖5-51所示的封閉直通式壓榨的二壓下毯改成傳送帶。傳輸帶是不透水材料製成的,不起脫水作用,主要起傳輸紙幅的作用。這樣相當於改成了單毯壓榨,在既保證紙幅的運行性能的前提下,壓區出口處上毛毯可以立即與紙頁分開,使得回濕量最小,又有利於提高出壓榨部紙幅的幹度。
如果車速不是特別高,第一道壓榨可以采用溝紋或盲孔雙毯壓榨,以降低成本。如南平紙業公司的5號新聞造紙機,一壓采用上輥直徑為1100mm、下輥直徑為935mm的溝紋輥組成的溝紋壓榨;二壓采用上輥直徑為1430mm的靴壓輥,下輥直徑為1100mm的溝紋輥,線壓力1000kN/m;實際車速已運行到1650m/min,出壓榨幹度在48%-50%。
Voith公司1999年開發的 Tandem-NipcoFlex的直通式雙靴壓壓榨在新聞紙生產線上應用。用100%脫墨漿生產45g/m2的新聞紙,一壓的線壓為950kN/m,二壓的線壓為1100kN/m。在配有蒸汽箱的情況下,壓榨部紙幅幹度達到53%,車速超過1900m/min。
與第一類典型方案相比,這類壓榨部的出壓榨幹度極佳;無開式引紙,運行性能好;不需要真空壓榨輥和光輥;壓區少,設計簡單,壓榨部不需要紙尾處理裝置;適應更高的造紙機運行車速。其缺點有:占用的空間場地較多,更適合新建項目;與前麵的四輥三壓區靴式壓榨概念相比,若對原有壓榨部進行改造,則成本更高。總之串聯雙靴壓壓榨部,紙頁幹度最高,造紙機車速最高。
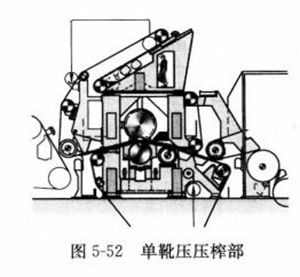
第三類含有靴壓的典型配置是僅僅有一個壓區的單靴壓壓榨部,如圖5-52所示。 Metso的OptiPress I和Voith的單靴壓 NipcoFlex壓榨部都屬於這一類。單靴壓壓榨部采用雙毛毯,紙幅通過引紙毛毯從網部進入第一個蒸汽箱,經過雙毯靴式壓區,再通過吸移輥轉到下毛毯上。從2003年 Voith生產的第一台單靴壓 NipcoFlex壓榨開始,已有多台生產複印紙的造紙機上應用了單靴壓 NipcoFlex壓榨技術。
單靴壓NipcoFlex壓榨的典型運行數據:不含磨木漿未塗布的紙張(複印紙)60-120g/m2,最高運行車速1400m/min,靴輥直徑1600mm,靴壓配輥直徑1400mm,最大線壓1250kN/m,壓區寬度330mm。蒸汽箱作為可選項,可以有69個分區,用於改善紙幅橫向水分分布和提高紙頁幹度。紙幅幹度可以輕易地達到53%,實際能達到57%-58%。
靴壓壓榨部最經濟有效、最簡單,幹度非常好。但是用途有局限性(複印紙)。對於不含磨木漿的塗布原紙,開發工作正在進行中;含磨木漿的紙種,脫水更困難;高定量導致大水量,需要進一步增加輥子和毛毯的容水空隙。
5.疊網紙板機的壓榨部
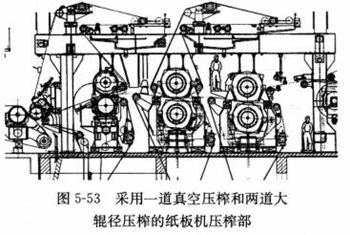
對於中等速度的紙板機采用一道真空壓榨和兩道盲孔大輥徑壓榨是一種非常穩妥可靠的配置,如圖5-53所示。第一道采用真空壓榨對防止壓花很有效,兩道盲孔大輥徑壓榨的采用可以保證紙幅的進缸幹度在45%以上。
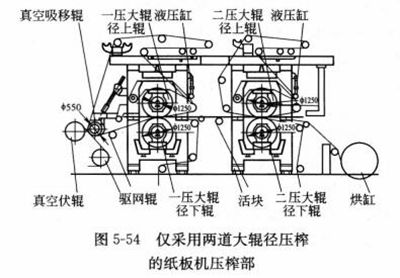
隨著對大輥徑壓榨使用經驗的不斷積累,現在新設計的紙板機越來越多的傾向於取消真空壓榨。即整個壓榨部由兩道大輥徑壓榨組成,以降低壓榨部的功率消耗。如圖5-54所示。
對於高速紙板機越來越多的采用類似於圖5-51所示的兩道封閉直通式壓榨。第一道壓榨可以是大輥徑壓榨或靴型壓榨,第二道壓榨為靴式壓榨。
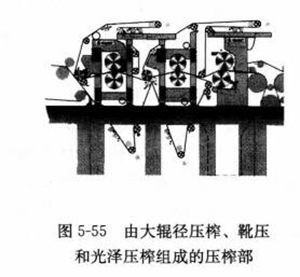
圖5-55所示的是用於折疊紙板和液體包裝紙板的壓榨部,它由一道大輥徑壓榨、一道靴壓和一道光澤壓榨組成。
{kind=link}